森源拉彎廠關于折彎工序的禁忌來了:
影響彎管加工回彈的因素,彎管借助其彎曲的優勢,再加上自身的產品優勢,所以許多行業決定放棄直管,選擇彎管,在使用前,要正視各種影響因素,防止不良因素影響管道的使用,那么影響管道回彈的因素有哪些?
1.不同的材料、不同的直徑、不同的彎曲半徑、不同的工藝參數對超大型彎管回彈有不同的影響,影響回彈的因素很多,但在機床調整后,確定了工藝參數,并在一批材料彎曲的情況下測量了彎曲角與回彈的關系。
2在設計時,還應注意上述工藝條件,這直接簡化了影響回彈的一些因素,在實際使用時,還可將設備彎曲臂的旋轉角視為與管道彎曲角度成線性關系。
影響彎管回彈的因素一般是這些,但適當的回彈不會對管道產生不良影響。管道本身有一定程度的彎曲,不過不要超出正常范圍。
那么主要的注意事項是什么呢?
一、折彎圓角半徑不宜過大
工件彎曲時,除了塑性變形外,同時伴隨有彈性變形,出現回彈現象。因此彎曲件的圓角不宜過大。否則無法保證折彎角度穩定。
二、折彎圓角半徑不宜過小
折彎角R太小容易導致外層纖維產生拉裂。對于低碳鋼,最小彎曲圓角約為1.0T;黃銅和鋁的最小彎曲圓角約為0.6T;對于中碳鋼,最小彎曲圓角約為1.5T。
三、折彎直邊不宜過小
為了保證工件的彎曲質量,折彎產品的直邊高度h不宜過小,必須大于或等于最小彎邊高度hmin
h≥hmin=+2t
式中:
r--彎曲圓角
t--彎曲件板厚
四、折彎邊距孔位距不宜過小
折彎有孔的毛壞時,孔邊距不宜過小。如果孔位過干靠近折彎邊,則彎曲時孔的形狀會發生變化,從孔邊到彎曲邊的距離L L應符合下式:
當t<2時,L≥r+t
當tz2時,L≥r+2t
式中:
r--彎曲圓角;
t--彎曲件板厚。
五、折彎形狀和尺寸的對稱性不宜相差過大
為防止變形,彎曲件的高度相差不宜太大。彎曲件的形狀和尺寸應盡可能對稱,否則在小端處會產生畸形的歪扭。如果這樣結果在設計時難改善,則必須保證:
h>r+2t
式中:
h--小邊高度;
r--彎曲圓角;
t--彎曲件板厚。
六、局部彎曲邊緣不應忽視沖卸荷孔槽
在局部彎曲某一段邊緣時,為了心目在交接處由于應力集中而產生撕裂,不應忽視先沖卸荷孔、切槽,或將彎曲線位移一定距離,
七、窄邊彎曲不應忽視工藝切口
窄邊彎曲時,變形區的截面形狀會發生畸變,即內表面的寬度變寬,外表面的寬度變窄。當板寬b<3t(t為板厚)時,尤為明
如果彎曲件的寬度b精度要求較高,不允許有鼓起現象,則不應忽視在彎曲線上預先做出工藝切口,
八、彎曲工序不能忽視回彈
彎曲時塑性變形與彈性變形同時存在。當外載荷去除后,彈性變形即消失,產生回彈。回彈值與材料性能、相對彎曲半徑/t、彎曲角等因素有關。
材料的屈服點os越高、彈性模量E越小,r/t越小、彎曲角越大,則回彈越大。為了保證工件的精度,彎曲時不能忽視回彈
可用修模,利用不同部位回彈方向不同,局部增加三角肋等方法減小回彈,也可采用擺動塊的凹模結構減小回彈
九、彎曲半徑很大的工件不能用普通彎曲方法
對于彎曲半徑很大的零件,不能用普通的彎曲方法。否則由于其大的彈性變形無法獲得所需的形狀和尺寸,此時可用拉彎的方法。
在板料彎曲前先加一個軸向拉力,其數據使毛坯斷面內的應力稍大于材料的屈服點,然后在拉力作用的同時進行彎曲。
十、復雜形狀零件的彎曲不能一次到位
對于形狀復雜的彎曲件,不能一次彎成,而需要多次彎曲成形。工序安排的原則是先彎外角。后次彎曲不能影響前次彎曲部分的變形。彎曲次數可以是兩次,三次,甚至多次。
十一、彎曲件邊緣不宜有缺口
邊緣部分有缺口的彎曲件,若在毛壞上將缺口沖出,彎曲時會出現叉口,嚴重時便無法成形。這是必須在缺口處留有連接帶待彎曲成形后再將連接帶切除。
十二、彎曲模的結構不能忽視毛坯偏移
在彎曲工藝中,偏移是影響工件精度的一個重要因素,因此在開始彎曲前,毛坯就應有一部分可靠地固定在模具的某一部分上,以防止彎曲時偏移。
應盡量利用零件上的孔來定位。如果零件上沒有可利用的孔,則可考慮工藝孔定位。
十三、彎曲模結構不應使材料在合模進產生大的局部變薄和劃傷
彎曲模應注意在合模過程中僅在零件確定的彎曲線位置上進行彎曲,手壞不應產生大的局部變蒲和劃傷。
平用左圖的結構進行彎曲時一外角外的曲線的位置在曲討程中具變化的,先在點,最后到占,所以使零件的外魚形開
不準,直臂部分變薄。
十四、模具結構不應妨礙和阻止毛壞在合模過程的轉動和移動
彎曲模具的結構應考慮毛壞在彎曲時的轉動空間,不能妨礙和阻止毛壞移動和轉動,否則會影響工件的形狀與尺寸。這一點對于形狀復雜的多角彎曲尤為重要。
十五、彎曲工件不宜采用彈性模數小的材料
彎曲回彈的大小與材料的彈性模數成正比。彈性模數小的材料變形后的彈性恢復量大,不宜用于彎曲工序。
相同屈服點的材料,彈性模數大的材料變形后的彈性恢復量小。已退火的低碳鋼較軟錳黃銅適宜作彎曲工件材料。
十六、彎曲工件不宜采用屈服點高的材料
彎曲回彈的大小與材料的屈服極限成正比。屈服點高的材料,變形后彈性恢復量較大,不宜用于彎曲工序,即彈性模數相同的材料,屈服點高的材料,彈性恢復量較大。因此,冷作硬化鋼不宜用于彎曲工序。
十七、對于彎曲半徑及弧度角均很大的彎曲件,不宜用普通彎曲方法
彎曲半徑及弧度角均很大的彎曲件宜用滾彎(卷板),而不能用普通彎曲方法。滾彎是將板壞置于2~4個輥子中通過,隨著輥子的回轉,使板坯彎曲成形。此外,由于輥子的位置可相對于板坯適當變化,所以也可以制成四邊形、橢圓形,以及其它非圓斷面的筒形件。
十八、長帶料的彎曲不宜用普通彎曲方法
長帶料繞縱軸線的彎曲宜用滾壓成形而不宜用普通彎曲方法。滾壓成形是將帶料置于前后直排的數組成形輥子中通過。
隨著輥子的回轉,帶料向前送進的同時,又順次進行軸向彎曲成形。滾壓成形能制造出斷面形狀復雜的制件。形輥的制造較簡單,成本低,壽命也較長。
十九、變截面的零件不宜用一般滾壓成形方法
變截面槽形零件在中小批量生產時,為了減少投資,可采用滾壓成形。此時成形輥除了對板坯縱向相對運動外,還需橫向仿形運動。
二十、管材與型材的彎曲不宜用普通彎曲方法
雖然從變形的性質看,管材與型材的彎曲和板料的彎曲是相同的,但是工藝方法及難點有較大的不同。管材和型材的彎曲一定要防止彎曲變形區內毛坯斷面形狀畸變。
在生產中,管材與型材的彎曲方法有拉彎,滾彎,推彎和繞彎等。要注意的是,拉彎的凸模、滾彎的輥子、推彎及繞彎的固定模,其工作表面應做成與毛坯斷面形狀相吻合的凹槽,防止斷面的轉動和形狀的畸變。必要時管內還要加相應的芯棒。
文章標題:折彎工序的注意事項
文章關鍵字: 折彎工序的注意事項
文章地址:折彎工序的注意事項
 鋼結構拉彎
鋼結構拉彎
 螺旋盤管
螺旋盤管
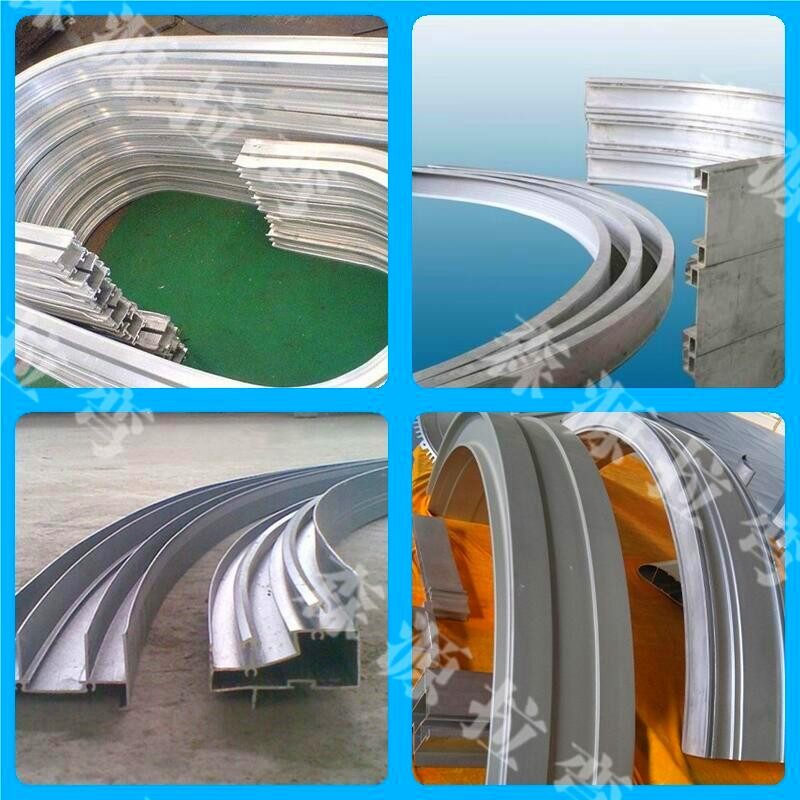 普通鋁型材拉彎
普通鋁型材拉彎